


Sal Ammoniac Block (8 oz)
Regular price
$12.66 USD
Sale price
$12.66 USD
Regular price
Unit price
per
Sale
Sold out
Shipping calculated at checkout.
In stock (963 units), ready to be shipped
Couldn't load pickup availability
Description
Ensure your soldering iron tips are always in peak condition with this Jumbo 1/2 Lb. Sal Ammoniac Block. Specially designed for cleaning and re-tinning iron-clad soldering tips, this block enhances the performance and longevity of your soldering iron by maintaining a smooth, even tin coat.
Why Use the Sal Ammoniac Block?
- Cleans and Re-Tins: Removes oxidation and applies a fresh tin coating, helping your soldering iron deliver consistent heat and better solder flow.
- Improves Tip Longevity: Keeps tips working faster and lasting longer by preventing corrosion and wear.
- Essential for Lead-Free Soldering: Provides extra care for tips used with tough lead-free solder, which can be harsh on tip surfaces.
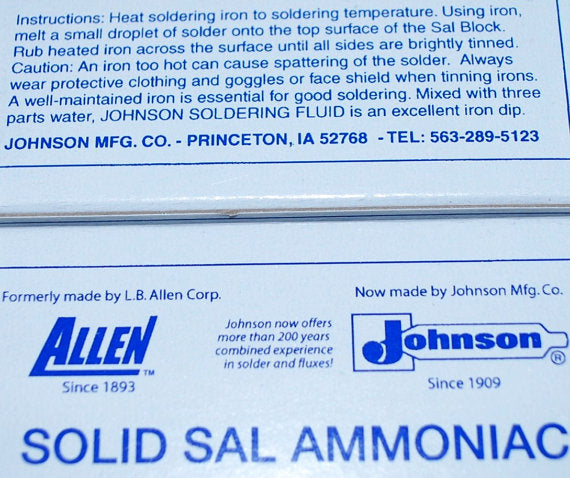
How to Use:
- Re-Tin Regularly: Melt a bead of solder onto the block and press your hot iron tip into it to create a fresh tin layer.
- Avoid Abrasive Cleaning: Wipe with a wet rag instead of harsh scrubbers to prevent tip damage.
- Skip the Flux Dip: While flux may clean, it’s too harsh for regular use and can shorten tip life.
- Prevent Tip Freezing: Remove your tip occasionally to clear any buildup inside the barrel and prevent it from getting stuck.
Key Features:
- Ideal for maintaining the exposed iron cladding on modern iron-clad tips.
- Works as a tinning block to ensure a clean, efficient soldering experience.
- Helps maximize heat transfer by maintaining a smooth tip surface.
Keep your soldering tips in top shape and achieve flawless results every time with this essential Sal Ammoniac Block!